您現(xiàn)在的位置:機(jī)床商務(wù)網(wǎng)>技術(shù)中心>技術(shù)動(dòng)態(tài)
航空發(fā)動(dòng)機(jī)機(jī)匣五軸插銑加工技術(shù)分析
插銑加工是一種粗加工方法,目前插銑加工越來越廣泛地應(yīng)用于難加工材料、大余量復(fù)雜結(jié)構(gòu)件的粗加工中。國(guó)內(nèi)外學(xué)者對(duì)插銑加工軌跡規(guī)劃進(jìn)行了大量的研究,日本學(xué)者C.Hirano等[1]利用二維C-space方法求取無干涉刀軸范圍,在此基礎(chǔ)上對(duì)刀軸進(jìn)行調(diào)整實(shí)現(xiàn)五軸插銑粗加工。埃及學(xué)者T.Tawfik等[2]利用不同大小刀具進(jìn)行插銑加工,采用重疊填充圓法對(duì)插銑走刀路徑進(jìn)行優(yōu)化,試驗(yàn)證明該方法可提高插銑加工效率。國(guó)內(nèi)西北工業(yè)大學(xué)對(duì)復(fù)雜零件插銑加工技術(shù)進(jìn)行了比較深入的研究:利用直紋面逼近整體葉輪葉型曲面以確定通道內(nèi)可插銑粗加工區(qū)域的邊界,進(jìn)而規(guī)劃插銑加工軌跡[3];基于zui小面積原理求取開、閉式整體葉盤通道偏置直紋包絡(luò)面,在此基礎(chǔ)上進(jìn)行開、閉式整體葉盤插銑軌跡規(guī)劃,有效實(shí)現(xiàn)了開、閉式整體葉盤的多坐標(biāo)開槽粗加工[4-5]。哈爾濱工業(yè)大學(xué)梁全等[6]根據(jù)直紋面葉片的偏移邊界矢量,利用四元數(shù)插值方法計(jì)算插銑加工的刀軸矢量,并推導(dǎo)了多坐標(biāo)插銑加工的行距和步距計(jì)算公式,保證了插銑加工效率。

本文針對(duì)航空發(fā)動(dòng)機(jī)機(jī)匣結(jié)構(gòu)特征提出一種插銑粗加工軌跡生成算法,根據(jù)機(jī)匣零件結(jié)構(gòu)進(jìn)行加工區(qū)域劃分,規(guī)劃插銑走刀路徑,插銑刀軸計(jì)算,加工干涉判斷與處理,zui終生成插銑加工軌跡。
機(jī)匣結(jié)構(gòu)分析與加工區(qū)域劃分
機(jī)匣以回轉(zhuǎn)輪轂面為主體,沿周向呈一定角度分布若干類不同形狀的島嶼凸臺(tái),結(jié)構(gòu)復(fù)雜、尺寸較大,實(shí)際加工中通常根據(jù)島嶼凸臺(tái)位置關(guān)系將整個(gè)加工區(qū)域沿零件回轉(zhuǎn)軸方向分為若干環(huán)形加工區(qū)域(圖2)。對(duì)每個(gè)環(huán)形加工區(qū)域按周向角度劃分成扇形加工區(qū)域,其部分區(qū)域具有相同加工特征(圖3),為提高加工軌跡生成速度,對(duì)具有相同加工特征的區(qū)域只需規(guī)劃其中一處加工軌跡,其余區(qū)域加工軌跡可通過坐標(biāo)變換獲得,從而以zui少的加工區(qū)域插銑刀位軌跡規(guī)劃完成整個(gè)零件的加工。

對(duì)任一加工區(qū)域規(guī)劃插銑刀位軌跡應(yīng)在不發(fā)生干涉的前提下zui大限度地去除毛坯,其加工特征F包括:該區(qū)域輪轂面Hs、位于Hs內(nèi)的島嶼(內(nèi)島嶼){I}、位于Hs外但在加工時(shí)可能與其發(fā)生干涉的島嶼(外島嶼){J},根據(jù)加工特征F對(duì)該區(qū)域進(jìn)行無干涉五坐標(biāo)插銑加工軌跡規(guī)劃。

機(jī)匣插銑加工路徑規(guī)劃
針對(duì)機(jī)匣這類多島嶼復(fù)雜結(jié)構(gòu)件可采用行切與環(huán)切相結(jié)合的方式進(jìn)行插銑加工。為zui大限度地去除毛坯,應(yīng)在內(nèi)島嶼周圍以凸臺(tái)平面法向?yàn)榈遁S矢量環(huán)凸臺(tái)插銑走刀;而對(duì)凸臺(tái)以外的區(qū)域,采用等高行切法可改善插銑加工時(shí)因加工深度不同引起的刀具磨損加劇,提高加工效率,降低加工成本。
1加工走刀路徑
如圖4所示,插銑加工走刀路線求取步驟如下。
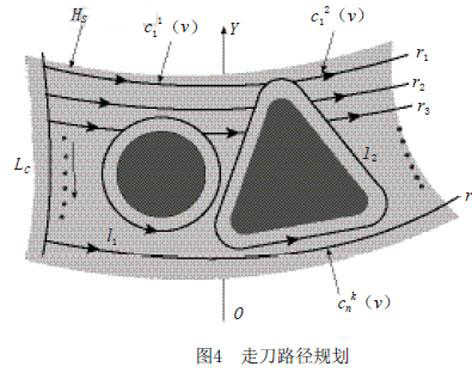
(1)計(jì)算加工區(qū)域輪轂面HS處回轉(zhuǎn)母線弧長(zhǎng)LC,根據(jù)插銑加工參數(shù)及LC大小在輪轂上沿回轉(zhuǎn)軸(Y軸)方向按等弧長(zhǎng)提取n條等參線ci(v),其中1≤i≤n,0≤u、v≤1。由于輪轂面為回轉(zhuǎn)面,故ci(v)為圓弧。
(2)分別將島嶼凸臺(tái)平面邊界向外偏置距離D(D=刀具半徑r+凸臺(tái)側(cè)邊加工余量Δ)得到曲線Coff,將曲線Coff沿該島嶼凸臺(tái)表面法向向輪轂面投影,得到封閉曲線lj,其中1≤j≤N,N為凸臺(tái)個(gè)數(shù)。
(3)利用曲線求交算法,分別求取圓弧ci(v)位于封閉曲線列{lj}之外的部分得到離散曲線組{}即為第i行等高行切走刀線(1≤k≤Ki,Ki為第i行走刀線段個(gè)數(shù))。
曲線組列{{}}(1≤i≤n)與曲線組{lj}(1≤j≤N)即為插銑走刀路徑,首先分別沿曲線組{}等高插銑加工,然后分別沿曲線列l(wèi)j繞凸臺(tái)插銑加工。
2刀位點(diǎn)選取
插銑加工過程中,加工步距對(duì)加工效率和表面加工質(zhì)量具有重要的影響:若加工步距過大,會(huì)導(dǎo)致加工殘留量過大甚至出現(xiàn)相鄰插銑刀位點(diǎn)之間留有未加工殘留毛料的情況;若加工步距過小,加工效率下降,因此應(yīng)該選擇合適的步距參數(shù)。固定軸插銑加工中步距確定比較簡(jiǎn)單,只需取相鄰刀軸線距離即可;而在多坐標(biāo)插銑加工中,由于相鄰兩切削力軸方向不同,其步距隨切削深度的變化而變化,通常需取相鄰插銑行在有效切削區(qū)域刀軸線距離zui大值作為加工步距。
機(jī)匣插銑加工中,島嶼凸臺(tái)周邊采用固定軸環(huán)切法插銑加工,故刀數(shù)與刀位點(diǎn)的選取可根據(jù)預(yù)設(shè)步距值及走刀線弧長(zhǎng)確定。而對(duì)其他區(qū)域等高行切插銑加工時(shí)應(yīng)使插銑刀軸變化均勻,并根據(jù)相鄰插銑步刀軸變化情況確定其插銑加工位置以選取刀位點(diǎn)以提高加工效率。
插銑刀軸計(jì)算
1初始刀軸計(jì)算
根據(jù)上一節(jié)所述,對(duì)機(jī)匣進(jìn)行五坐標(biāo)插銑加工時(shí),沿島嶼凸臺(tái)周圍環(huán)切采用該凸臺(tái)平面法向作為插銑刀軸,在不與凸臺(tái)發(fā)生干涉并zui大限度地去除凸臺(tái)周圍毛坯。而在等高行切插銑中,一方面取與刀位點(diǎn)處輪轂面法向作為插銑加工刀軸可減小加工后零件表面殘留量[7-8],并可使切削段上的刀軸均勻變化;另一方面受島嶼凸臺(tái)干涉影響,若切削段端點(diǎn)位于環(huán)切線組{lj}上,則該端點(diǎn)處的刀軸矢量需取其凸臺(tái)平面法向。上述情況可能造成因端點(diǎn)處刀軸矢量與中間刀位點(diǎn)處刀軸偏差過大導(dǎo)致加工中刀軸突變,因此采用計(jì)算切削段端點(diǎn)與中間刀位點(diǎn)刀軸矢量偏差值,在切削段兩端取刀軸調(diào)整區(qū)間,在區(qū)間內(nèi)對(duì)刀軸進(jìn)行調(diào)整使刀軸變化均勻。如圖5所示的某切削段沿機(jī)匣回轉(zhuǎn)中心(Y軸)方向的俯視示意圖,兩端均位于環(huán)切線上,現(xiàn)以該情況為例說明切削段初始刀軸計(jì)算方法。

AB為某行中的某一切削段,中間刀位點(diǎn)處取輪轂面法向作為插銑加工刀軸,因切削段為等高圓弧且輪轂面為回轉(zhuǎn)體,切削段上任意兩點(diǎn)P1,P2處的輪轂面法向T1,T2之間的關(guān)系為T2=T1×M(α),其中M(α)為過切削段圓弧中點(diǎn)O繞零件中心軸向(Y軸)順時(shí)針旋轉(zhuǎn)的變換矩陣:

其中,α為P1、P2之間在圓弧上的圓心角。
由于端點(diǎn)A、B處受島嶼凸臺(tái)干涉影響,A、B處以凸臺(tái)平面法向作為插銑刀軸,為保證該切削段插銑加工時(shí)刀軸均勻變化,應(yīng)對(duì)刀軸矢量進(jìn)行調(diào)整。在切削段頭尾各取一刀軸調(diào)整區(qū)間AA1、BB1,在區(qū)間內(nèi)對(duì)刀軸進(jìn)行調(diào)整使刀軸變化均勻。該切削段刀軸計(jì)算方法如下。
(1)計(jì)算切削段兩端點(diǎn)A、B處單位化刀軸矢量V1(沿島嶼凸臺(tái)1平面法向)、V2(沿島嶼凸臺(tái)2平面法向),及該點(diǎn)沿輪轂面法矢單位化矢量N1、N2,計(jì)算AB夾角ω及AB弧長(zhǎng)S=ω×RC,其中ω為AB夾角,RC為圓弧半徑。
(2)計(jì)算預(yù)調(diào)整區(qū)間AA1、BB1弧長(zhǎng)S1=—V1-N1—/Λ、S2=—V2-N2—/Λ,其中Λ為單位弧長(zhǎng)刀軸變化量,根據(jù)加工參數(shù)預(yù)先設(shè)定。
(3)若S≥S1+S2,則切削段兩端各取一段刀軸調(diào)整區(qū)間,位于該區(qū)間外的刀軸取刀位點(diǎn)處輪轂面法向,此時(shí)與端點(diǎn)A呈順時(shí)針角度φ(0≤φ≤ω)處的刀位點(diǎn)C處刀軸矢量VC為:
當(dāng)0≤Sc(φ)≤S1時(shí),VC=(V1-N1)×M(φ)(S1-Sc(φ))/S1+N1×M(φ);當(dāng)S1≤Sc(φ)≤S-S2時(shí),Vc=N1×M(φ);當(dāng)S-S2≤Sc(φ)≤S時(shí),Vc=(V2-N2)×M(φ-ω)(S2-S+Sc(φ))/S2+N1×M(φ)。
其中表示AC弧長(zhǎng),M(χ)表示過圓弧AB圓心繞回轉(zhuǎn)軸(Y軸)順時(shí)針旋轉(zhuǎn)角度x的旋轉(zhuǎn)變換矩陣:

M(χ)=
(4)若S<S1+S2,則整個(gè)切削段AB為刀軸調(diào)整區(qū)間,則與起點(diǎn)成角度φ處的刀位點(diǎn)C處刀軸矢量VC=(V1-N1)((S-Sc(φ))×M(φ)+(V2-N2)Sc(φ)×M(φ-ω))/S+N1×M(φ),其中0≤≤S。
圖6為利用該方法計(jì)算求取的某插銑切削段刀軸變化示意圖。
2刀軸干涉判斷與處理方法

對(duì)機(jī)匣插銑刀位點(diǎn)的初始刀軸計(jì)算后,為保證加工過程中刀具與零件不發(fā)生碰撞,應(yīng)與加工特征中內(nèi)、外島嶼{I}與{J}進(jìn)行干涉判斷,由于島嶼凸臺(tái)形狀簡(jiǎn)單,可通過快速干涉判斷并根據(jù)干涉判斷結(jié)果對(duì)刀軸矢量進(jìn)行調(diào)整,從而提高計(jì)算效率。
2.1島嶼凸臺(tái)預(yù)定義
島嶼凸臺(tái)一般由若干直線與圓弧組成的封閉曲線集沿某固定方向拉伸而成,在進(jìn)行判斷干涉之前,需要對(duì)凸臺(tái)進(jìn)行預(yù)定義。以插銑加工區(qū)域中的第i個(gè)島嶼凸臺(tái)為例對(duì)其進(jìn)行預(yù)定義(圖7),步驟如下。

(1)提取島嶼凸臺(tái)上表面Fi及其法向ni;
(2)以Fi所在平面為XOY面,凸臺(tái)面中心為原點(diǎn),ni為Z軸建立局部坐標(biāo)系oixiyizi,其中X、Y軸方向可根據(jù)笛卡爾坐標(biāo)系右手定則任意確定,計(jì)算該局部坐標(biāo)系與全局坐標(biāo)系oxyz之間的映射關(guān)系;
(3)在凸臺(tái)表面邊界上提取所有直線在局部坐標(biāo)系oixiyizi下的端點(diǎn)坐標(biāo)X、Y,構(gòu)成直線數(shù)列{L(P1,P2)};
(4)提取凸臺(tái)表面邊界上所有圓弧在局部坐標(biāo)系oixiyizi下圓心坐標(biāo)PC、圓弧起始角α、終止角β,構(gòu)成圓弧數(shù)列{arc(PC,α,β)}。
重復(fù)上述步驟,將插銑加工時(shí)涉及到的所有內(nèi)外島嶼凸臺(tái)進(jìn)行預(yù)定義,獲取其局部坐標(biāo)系、直線數(shù)列和圓弧數(shù)列。
2.2干涉判斷與處理方法
按照?qǐng)D6所提的插銑路徑規(guī)劃方法可保證在插銑加工過程中刀具與島嶼凸臺(tái)底部不發(fā)生干涉,并且插銑刀軸與輪轂面法向呈小傾角,實(shí)際加工中若刀具與島嶼凸臺(tái)平面不發(fā)生干涉,則刀具與該凸臺(tái)不發(fā)生干涉。求取初始刀軸后,對(duì)島嶼凸臺(tái)預(yù)定義,根據(jù)刀具與島嶼凸臺(tái)的位置關(guān)系判斷是否發(fā)生干涉,若發(fā)生干涉則計(jì)算過切程度并據(jù)此調(diào)整刀軸方向。
現(xiàn)設(shè)某刀位點(diǎn)BP,以為初始刀軸和其中一島嶼凸臺(tái)干涉判斷與調(diào)整進(jìn)行說明(圖8(a))。

(1)求取刀位點(diǎn)BP與刀軸方向在該島嶼凸臺(tái)預(yù)定義局部坐標(biāo)系oixiyizi下的坐標(biāo)分別為點(diǎn)()與單位化刀軸矢量(),以刀具軸線為中心線,半徑為R(R=刀具半徑r+凸臺(tái)側(cè)邊加工余量Δ)作圓柱面St;
(2)在局部坐標(biāo)系oixiyizi下,求取平面z=0與圓柱面St截交線,得到一個(gè)z=0平面上的橢圓E;
(3)在平面oixiyi平面上根據(jù)橢圓E方程與凸臺(tái)平面上圓弧、直線經(jīng)預(yù)處理后的信息{arc(PC,α,β)}、{L(P1,P2)},判斷橢圓E是否與凸臺(tái)平面相交,若橢圓E與凸臺(tái)平面不相交,則刀軸方向與該凸臺(tái)不發(fā)生干涉;
(4)若橢圓E與凸臺(tái)平面相交,根據(jù)計(jì)算幾何知識(shí)[9-11],計(jì)算橢圓E嵌入凸臺(tái)平面zui內(nèi)點(diǎn)CP,及CP至凸臺(tái)面邊界zui近點(diǎn)FP的距離d;
(5)將橢圓E中心點(diǎn)EP沿CPFP方向移動(dòng)距離δd得到新點(diǎn)EP',將方向作為新的刀軸方向,其中為調(diào)整系數(shù),取1.2~1.5;
(6)重復(fù)步驟3~5直至得到與該凸臺(tái)不干涉的刀軸矢量,如圖8(b)所示,經(jīng)坐標(biāo)轉(zhuǎn)換求取在全局坐標(biāo)系下的刀軸坐標(biāo)方向。
利用上述方法再將刀具與其他島嶼凸臺(tái)進(jìn)行干涉判斷并調(diào)整刀軸,zui終得到與所有凸臺(tái)都不發(fā)生干涉的刀軸作為zui終插銑加工刀軸。
針對(duì)圖1所示的某發(fā)動(dòng)機(jī)機(jī)匣,在加工區(qū)域內(nèi),根據(jù)實(shí)際加工工藝,按照上述方法得到該區(qū)域的插銑加工軌跡。在插銑加工過程中刀軸矢量均勻變化并且不發(fā)生干涉,快速實(shí)現(xiàn)了機(jī)匣五軸插銑刀位軌跡編程。
結(jié)束語(yǔ)
(1)根據(jù)機(jī)匣的結(jié)構(gòu)特征對(duì)其進(jìn)行插銑加工區(qū)域劃分可提高編程效率,利用等高行切法與環(huán)切法可簡(jiǎn)單有效地規(guī)劃五坐標(biāo)插銑走刀路徑;
(2)提出的刀軸計(jì)算方法使加工時(shí)刀軸矢量均勻變化,根據(jù)計(jì)算刀具與島嶼凸臺(tái)的干涉程度對(duì)刀軸矢量進(jìn)行調(diào)整,可防止加工干涉;
(3)本文提出的機(jī)匣插銑加工方法不僅可快速有效地實(shí)現(xiàn)機(jī)匣五坐標(biāo)插銑加工軌跡編程,也適用于其他復(fù)雜多島嶼零件的多坐標(biāo)插銑加工。

- 凡本網(wǎng)注明"來源:機(jī)床商務(wù)網(wǎng)"的所有作品,版權(quán)均屬于機(jī)床商務(wù)網(wǎng),轉(zhuǎn)載請(qǐng)必須注明機(jī)床商務(wù)網(wǎng),//www.wzmyfl.com/。違反者本網(wǎng)將追究相關(guān)法律責(zé)任。
- 企業(yè)發(fā)布的公司新聞、技術(shù)文章、資料下載等內(nèi)容,如涉及侵權(quán)、違規(guī)遭投訴的,一律由發(fā)布企業(yè)自行承擔(dān)責(zé)任,本網(wǎng)有權(quán)刪除內(nèi)容并追溯責(zé)任。
- 本網(wǎng)轉(zhuǎn)載并注明自其它來源的作品,目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點(diǎn)或證實(shí)其內(nèi)容的真實(shí)性,不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任。其他媒體、網(wǎng)站或個(gè)人從本網(wǎng)轉(zhuǎn)載時(shí),必須保留本網(wǎng)注明的作品來源,并自負(fù)版權(quán)等法律責(zé)任。
- 如涉及作品內(nèi)容、版權(quán)等問題,請(qǐng)?jiān)谧髌钒l(fā)表之日起一周內(nèi)與本網(wǎng)聯(lián)系,否則視為放棄相關(guān)權(quán)利。
)有限公司")
")

- 【數(shù)據(jù)發(fā)布】2025年4月中國(guó)采購(gòu)經(jīng)理指數(shù)運(yùn)行情況
- 通用技術(shù)集團(tuán)機(jī)床板塊3名全國(guó)勞模今天在京接受表彰!
- 匯專科技亮相CIMT北京國(guó)際機(jī)床展,創(chuàng)新雙超聲綠色機(jī)床盛大發(fā)布
- 一季度文化企業(yè)發(fā)展穩(wěn)中有升

- 2026第47屆無錫太湖國(guó)際機(jī)床及智能工業(yè)裝備產(chǎn)業(yè)博覽會(huì)
- 中國(guó)國(guó)際先進(jìn)制造技術(shù)博覽會(huì)
- 第22屆天津工博會(huì)
- 2025亞洲金屬建筑設(shè)計(jì)與產(chǎn)業(yè)博覽會(huì)









