當(dāng)切削加工時,最希望達(dá)到的是加工時間短,刀具壽命長,加工精度高。為此應(yīng)很好地考慮工件材料的材質(zhì)、硬度、形狀、狀態(tài)及機床的性能。由此選定刀具,選擇高效率的切削條件。
切削速度對刀具壽命有很大的影響。提高切削速度時,切削溫度就上升,而使刀具壽命大大縮短。加工不同種類、硬度的工件,切削速度會有相應(yīng)的變化,而選擇適合的刀具材料是非常必要的。
車削加工的切削條件的影響
1 切削速度的影響
2 進(jìn)給量的影響
3 切削深度的影響
1 切削速度的影響
1.切削速度提高20%, 刀具耐用度降低1/2; 切削速度提高50%, 刀具耐用度將降至原來的1/5。
2.低速(20─40m/min) 切削易產(chǎn)生振動,刀具壽命縮短。
2 進(jìn)給量的影響
車削時,工件回轉(zhuǎn)一轉(zhuǎn)車刀向前的移動量即為進(jìn)給量。銑削時指銑刀回轉(zhuǎn)一圈機床工作臺移動量除以刃數(shù)之值,即每刃進(jìn)給量。加工表面粗糙度與進(jìn)給量有很大關(guān)系。通常由表面粗糙度要求決定進(jìn)給量。
1. 進(jìn)給量小,后刀面磨損大,刀具壽命大幅降低。
2. 進(jìn)給量大,切削溫度升高,后刀面磨損也增大,但較之切削速度對刀具壽命的影響要小。
3. 進(jìn)給量大,加工效率高。
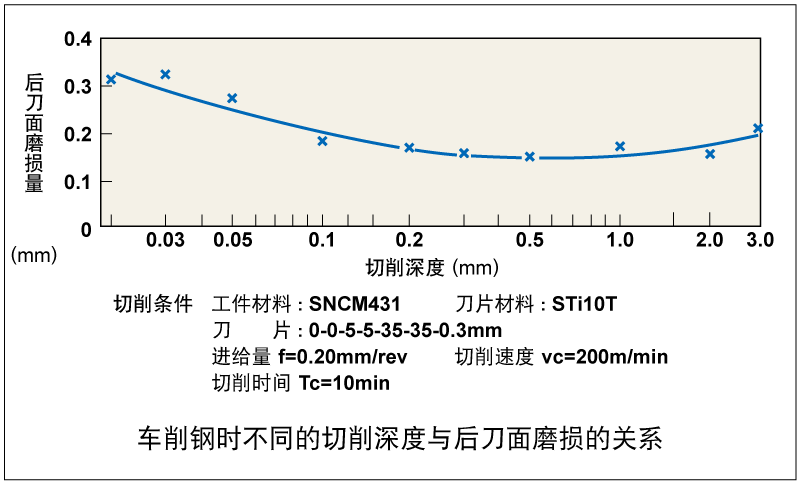
3 切削深度的影響
切削深度是由工件的加工余量、形狀、機床功率、剛性及刀具的剛性而確定的。
1. 切削深度變化對刀具壽命影響不大。
2. 切削深度較小或微小時,會造成刮擦、只切削到工件表面的硬化層,縮短刀具壽命。
3. 切削鑄鐵表面和氧化皮表面層時,應(yīng)在機床功率極限范圍內(nèi),盡量加大切削深度。否則刀刃只切削工件表皮硬質(zhì)層及雜物,會造成刀尖破損或產(chǎn)生異常磨損。
車削加工之切屑處理
車削鋼加工時的切屑形狀
切削速度和刀片斷屑槽的切屑處理有效范圍
一般隨著切削速度的增大,刀片斷屑槽的切屑處理有效范圍會有減小的傾向。
切削液的有無與刀片斷屑槽的切屑處理有效范圍
即使切削速度相同,刀片斷屑槽的切屑處理有效范圍也會因是否使用切削液而有所不同。
車削加工的刀具各部分的作用
前角
前角對切削力、切屑排出、切削熱、刀具壽命影響都很大。
前角的影響
1. 正前角大,切削刃鋒利。
2. 正前角每增加1°,切削功率減少1%。
3. 正前角大,刀刃強度下降;負(fù)前角過大,切削力增加。
后角
后角具有避免刀具后刀面與工件摩擦、使刀尖自由切入工件的功能。
后角的影響
1. 后角大,后刀面磨損小。
2. 后角大,刀尖強度下降。
余偏角
余偏角影響沖擊力的緩和、進(jìn)給分力、背分力的大小及切屑厚度。
余偏角的影響
1. 進(jìn)給量相同時,余偏角大,刀片與切屑接觸的長度增加,切屑厚度變薄,使切削力分散作用在長的刀刃上,刀具壽命得以提高。
2. 余偏角大,分力a'也隨之增加,加工細(xì)長工件時,易彎曲。
3. 余偏角大,切屑處理性能變差。
4. 余偏角大,切屑厚度變薄,切屑寬度增加,將使切屑難以碎斷。
副偏角
為了避免已加工表面與刀具(的副切削刃)發(fā)生干涉的角度。
通常為5°~15°。
副偏角的影響
1. 副偏角小,切削刃強度增加,但刀尖易發(fā)熱。
2. 副偏角小,背分力增加,切削時易產(chǎn)生振動。
3. 粗加工時副偏角宜小些 ;而精加工時副偏角則宜大些。
刃傾角
刃傾角是前刀面傾斜的角度。重切削時,切削開始點的刀尖上要承受很大的沖擊力,為防止刀尖受此力而發(fā)生脆性損傷,故需有刃傾角。推薦車削時為3°─5°;銑削時10°─15°。
刃傾角的影響
1. 刃傾角為負(fù)時,切屑流向工件;為正時,反向排出。
2. 刃傾角為負(fù)時,切削刃強度增大,但切削背分力也增加,易產(chǎn)生振動。
刃口修磨與棱邊
刃口修磨與棱邊,都是為了保證切削刃強度而對刀刃進(jìn)行的處理。
刃口修磨是將切削刃口倒圓或倒角。
棱邊是沿著前刀面或后刀面設(shè)置的狹窄帶狀面。
最合適的修磨寬度是進(jìn)給量的1/2。
刃口修磨量的影響
1. 修磨量大,刀刃強度高,破損率低,刀具壽命提高。
2. 修磨量大,后刀面磨損易擴(kuò)展,刀具壽命低。修磨量的大小,對前刀面磨損量無影響。
3. 修磨量大,振動增加,易產(chǎn)生振動。
*硬質(zhì)合金、涂層硬質(zhì)合金、金屬陶瓷的可轉(zhuǎn)位刀片,預(yù)先在刃口都修磨成倒圓(作為標(biāo)準(zhǔn))。
圓弧半徑
圓弧半徑對刀尖的強度及加工表面粗糙度影響很大,一般適宜值選進(jìn)給量的2-3倍。
圓弧半徑的影響
1. 圓弧半徑大,表面精度提高。
2. 圓弧半徑大,刀刃強度增加。
3. 圓弧半徑過大,切削力增加,易產(chǎn)生振動。
4. 圓弧半徑大,刀具前、后面磨損減少。
5. 圓弧半徑過大,切屑處理性能惡化。
圓弧半徑與切屑處理范圍































 4
4
立即詢價
您提交后,專屬客服將第一時間為您服務(wù)